Generalità
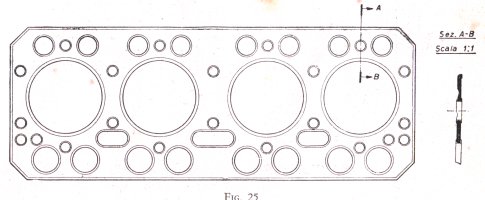
La testa o testata forma la parte superiore del cilindro. Il tipo di costruzione che ne faceva una parte integrale del cilindro medisimo è ormai abbandonato, perchè di gran lunga più costoso e di difficile lavorazione e manutenzione; rimane ancora impiegata nei motori d'aviazione. Nella pratica motoristica quindi ci troviamo sempre di fronte a teste del tipo riportato in cui l'unione tra la testa e cilindri è ottenuta per mezzo di prigionieri, disposti in modo tale da assicurare la tenuta dei gas e il perfetto ancoraggio, evitandone altresì le deformazioni dovute alle azioni termiche. Fra la testa e il monoblocco è interposta una guarnizione di plastica resistente al calore, formata da un foglio di amianto inserito fra due lamine di rame o in alcuni casi di alluminio allo scopo di assicurare la tenuta ermetica dei gas e dell'acqua di raffreddamento passa dai cilindri alle teste attraverso fori praticati nei due piani di combaciamento tra i quali è posta una guarnizione (fig. 25).
Guarnizione della testata
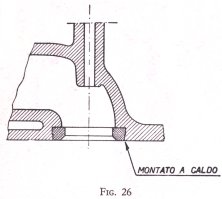
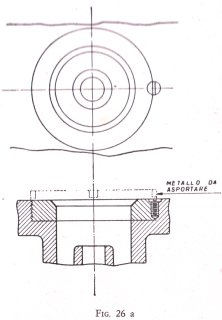
La testa riportata, essendo facilmente smontabile, consente di eseguire con tutta facilità alcune operazioni di manutenzione del motore, quali la smerigliatura delle valvole, l'asportazione delle incrostazioni eventualmente formatesi per l'impiego di miscele troppo grasse o per il passaggio nella camera di scoppio di olio lubrificante in quantità eccessiva. Inoltre essa permette una maggior facilità di fusione e una meno costosa lavorazione, specie nel caso di motori con valvole in testa. Nei motori di recente costruzione vi è tendenza a montare, su monoblocco in ghisa, teste riportate fuse in lega di alluminio. La testa in lega di alluminio consente, per la buona conduttività termica del metallo, di realizzare un più elevato rapporto di compressione senza incorrere nel pericolo di autoaccensioni. Le sedi delle valvole ed il particolare quelle di scarico, sono soggette ad un forte logorio data l'alta temperatura a cui vengono a trovarsi, e perciò nelle teste di alluminio esse vengono riportate impiegando materiali speciali che mantengono le loro proprietà di durezza anche alle alte temperature. Queste sedi sono pressate (fig.26) o avviate nella fusione (il secondo caso è il più raro, fig. 26a).
Particolare della sede
Quando la fusione della testa è in lega di alluminio, che ha un coefficiente di dilatazione superiore a quello dell'acciacio, per avere la sicurezza che anche in funzionamento le sedi rimangano aderenti nel proprio alloggiamento, esse vengono montate previo forte raffreddamento o previo riscaldamento della testa.
Guarnizione
La scelta della guarnizione riveste carattere di importanza, sia dal punto di vista funzinale, sia di qualità. In questi casi l'economizzare è gioco di scarso interesse. La bruciatura di una guarnizione può provocare danni (ritorni di fiamma, messa guori funzionamento di uno o due cilindri) e implica senza dubbio, per la nuova sostituzione, un notevole lavoro soprattutto se si tratta di motori a valvole in testa. Le guarnizioni (fig. 32) possono essere di vario tipo:
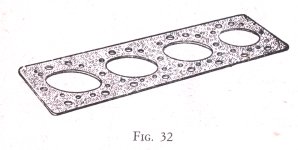
in amianto, con rivestimento di lastra di rame ricotto e cerchi in ferro attorno al foro delle canne dei cilindri e nei punti più stretti sottoposti a pressioni e temperature elevate;
in Klingerite, con traliccio interno di reticella metallica e rinforzi come la precedente;
in Klingerite, o amiantite semplice. Attenersi a dati e caratteristiche fissati dalla Casa: se per spianare la testa si è dovuto asportare più di 0,2-0.3 mm, è bene, onde non aumentare il rapporto di compressione in modo eccessivo, compensare con l'applicazione di una guarnizione di maggior spessore.
Per un corretto montaggio della guarnizione, si introduce la guarnizione sui prigionieri avendo l'avvertenza di farla scorrere parallelamente. Una chiave a tubo infilata alternativamente nei prigionieri può servire allo scopo.
Smontaggio, verifica, rimontaggio della testata
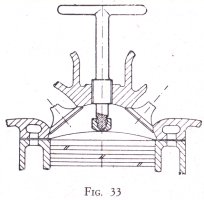
La testa del motore va smontata a motore freddo, per impedire deformazioni. L'operazione per motori a valvole laterali, si presenta facile e sbrigativa. Si toglie l'acqua dal radiatore, si toglie il tubo di gomma che permette il passaggio dell'acqua di raffreddamento dalla testata al radiatore, allentando le fascette di serraggio. Questa tubazione la si stacca tutt'attorno e la si sfila facendola ruotare lungo il proprio asse. Si smontano poi tutti quei complessi che trovano alloggiamento sopra la testata. Per inciso, rammentiamo che particolare attenzione deve essere rivolta nello smontaggio del distributore di accensione per il quale è bene traccaire un segno di riferimento sulla sua base in modo da facilitare, nel rimontaggio la messa in fase dell'accensione. Tolto qualsiasi altro collegamento o complesso che intralci l'operazione, si procede allo smontaggio della testata. Allentare dapprima i dadi dei prigionieri che uniscono la testata al monoblocco. Occorre una chiave fissa, possibilmente ad occhiello, di robusta costruzione dato che il serraggio è notevole. Sarebbe buona norma allentare con il medesimo ordine con il quale si deve serrare e cioè operando sui dati diametralmente opposti, per eliminare pericoli di deformazioni. Talvolta uno dei bulloni o dei dadi di fissaggio della testata al monoblocco è nascosto dalla normale visuale per cui occorre fare un accurato lavoro di ispezione prima di smontare una testata. Controllare la presenza della doppia ranella sotto ogni dado (quella di ferro per permettere la libera rotazione del dado e la distribuzione della spinta su di una superficie maggiore; quella di rame per assicurare, con il suo adeguamento, la tenuta d'acqua. Queste ultime se non vengono sostituite devono essere spianate e ricotte ogni volta che si rimontano). Dopo essersi ben accertati che nulla più trattiene la testata, si prova con le mani a smuoverla e sollevarla verticalmente per impedire che si abbia ad incastrare nelle filettature dei prigionieri. Se non si muove, dare tutt'attorno dei leggeri colpi con mazzuola di legno o gomma dura, così da staccare la guarnizione. Indi nuovamente sollevarla con le mani. Se ciò non serve, fare leva su eventuali sporgenze di fusione. Non servirsi mai di cacciavite o lege introdotte tra testata e monoblocco perchè ad operazione ultimata la guarnizione è sicuramente fuori uso, il che non sarebbe un danno in quanto sempre si consiglia, ogni qualvolta si toglie la testata, di sostituirla, ma si corre però sicuramente il rischio di produrre delle rigature, sbavature, deformazione sui due piani, con possibile conseguente perdita di tenuta siua dell'acqua che di compressione. Esistono in commercio degli estrattori (fig. 33) che avvitandosi sul filetto delle due candele, estreme, fanno riscontro sulla testa dei pistoni naturalmente disposti a punto morto superiore e obbligano la testata a sollevarsi parallelamente.A testa smontata si possono fare parecchie osservazioni sullo stato di funzionamento ed usura del motore.
L'esame del colore delle incrostazioni è di grande importanza in quanto consente di individuare lo stato di funzionamento del motore. Infatti:
se sono color caffe'-latte tendente al bruno denotano un regolare funzionamento del motore e buona carburazione;
se sono di color biancastro indicano infiltrazioni di acqua nell'interno dele camere oppure accensione fuori fase con conseguente anormale riscaldamento del motore;
se sono di color nero fumo possono indicare carburazione con miscela ricca (combustione incompleta) oppure uso di benzina di qualità scadente in qunato contenente sostanze che bruciano solo ad altissima temperatura;
se sono nere ed untuose indicano eccessivo trafilamento di olio delle camera di scoppio.
Se si notano incrostazioni di notevole entità, ciò può essere causato da:
a) Lungo funzionamento - Per evidenti ragioni di funzionamento l'accoppiata strisciante pistone-canna è lubrificato; l'olio necessario, trascinato dal pistone e segmenti, si deposita sulla canna; durante la fase di aspirazione e compressione venendo a contatto con la miscela carburante si diluisce e partecipa alla combustione, lasciando, come la benzina, dei depositi carboniosi che aderiscono alla superficie della camera di scoppio. Il continuo accumularsi di quantità pur minime di depositi può provocare incrostazioni di notevole spessore (1-2 mm) dopo 20-3000 km.
b) Scarsa tenuta dei pistoni - Se, acendo percorso un numero limitato di km (qualche migliaio), si riscontrano depositi carboniosi notevoli che presentano carattere di untuosità ed il motore fuma blu allo scarico, ciò è dovuto alla mancanza di tenuta che può essere derivata dal non essere il pistone in squadro con l'ovalizzazione della canna. In tale caso l'olio per la lubrificazione dell'accoppiamento strisciante, arriva in quantità accessiva, e pur diluendosi nella miscela carburante non riesce ad essere totalmente bruciato e lascia quindi depositi, normalmente in proporzione crescente con la bontà del lubrificante in quanto un buon olio deve avere un punto di infiammabilità elevato. La scarsa tenuta può essere conseguenza anche di accoppiamento cilindro-pistone inesatto. L'esistenza di gioco eccessivo si può constatare: con un punzone appoggiato sul centro della testa del pistone, si cerca di farlo oscillare in un piano che sia normale all'asse del motore. E' in questa direzione che si riscontra la maggiore usura della canna (ovalizzazione) e dalla parte opposta al senso di rotazione. Fare attenzione che il pistone deve essere a qualche millimetro dal punto morto superiore, dove risulta massima l'usura. Il gioco massimo ammissibile è in ragione dell'alesaggio; a carattere indicativo per 70 mm non deve superare 0,3 mm. Può avvenire che pur riscontrando un gioco superiore, il motore renda ugualmente bene ed il consumo d'olio non sia eccessivo. In tal caso i segmenti hanno seguito la canna nell'usura e fanno ancora una buona tenuta. Può avvenire che ad un motore venga tolta la testa per cambiare la guarnizione o perchè filtra o per smerigliare le valvole, ecc. e trovando notevolli incrostazioni l'operaio le tolga. Il motore rimontato non rende più come prima e consuma maggiormente olio; il fatto viene spiegato dalle seguenti considerazioni. La presenza di incrostazioni diminuisce il volume della camera di scoppio aumentando il rapporto di compressione e quindi entro certi limiti anche la potenza del motore. Le incrostazioni si depositano su tutta la superficie esposta allo scoppio e quiondi anche sulla parte alta della canna che, pur essendo coperta "otticamente" dal pistone, non è strisciata dal primo segmento. Si può quindi depositare un volume anulare di residui carboniosi che ha come diametro esterno quello interno della canna e come interno un diametro appena superiore a quello della prima corona del pistone. Questo anello di deposito impedisce all'olio eventualmente lasciato passare dai segmenti di raggiungere la camera di scoppio. Se durante l'opera di pulizia l'operaio l'ha tolto, ecco che l'olio avendo via libera, risale facilmente, anche per effetto dell'aspirazione e viene più o meno bruciato, e comunque si consuma. Infatti nell'aspirazione si forma nell'interno del cilindro una depressione la quale, come richiama la miscela fresca dal carburatore, può richiamare, qualora appunto la tenuta sia scarsa, vapori di olio dal carter. Naturalmente l'inconveniente va diminuendo man mano che si riforma la corona di depositi.
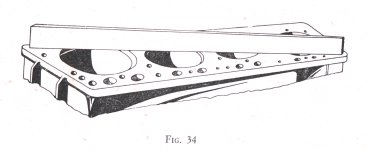
c) Uso di olio di caratteristiche e qualità scadenti - Rammentiamo che tra le caratteristiche di un buon olio vi sono l'alto punto di infiammabilità e il basso tenore di residui. Se l'olio che si adopera è scadente si ottiene una facile combustione di esso con conseguente formazione di residui carboniosi e in più si ha il deposito dei residui in esso contenuti. La tenuta di una testa è dovuta essenzialmente alla esattezza dei piani di accoppiamento, alla qualità e caratteristica della guarnizione, ma che al modo con il quale vengono serrati i bulloni. Si deve agire su dadi diametralmente opposti, serrando gradatamente con chiavi fisse ad occhiello. A motore freddo si possono verificare le eventuali perdire di acqua. Con motori a testa in ghisa è bene dare una serrata a motore caldo. Nel rimontare i vari complessi che trovano sistemazione sopra la testata, o che comunque siano stati smontati per procedere ad operazioni riguardanti la testa, è bene effettuarne la verifica. Innanzitutto se il mtoore è a valvole in testa occorre verificare lo stato delle sedi delle valvole. Qualora in una sede valvola cominciassero a minifestarsi deformazioni, bruciature, ecc. queste se non eliminate subito possono portare alla messa fuori funzionamento del cilindro. Infatti una mancata tenuta, non constatata, a lungo andare può provocare, per effetti di laminazione dei gas, corrosioni profonde, riscaldamenti eccessivi. Messa la valvola in fase di alzata si controlla la sede: se risulta leggermente incassata si può ancora ripassare con fresa che rifaccia esattamente l'angolo, indi si smeriglia. Se l'incassatura supera il millimetro provoca turbolenza, vortici, ecc. per cui è bene riportare la sede nuova o comunque eliminare ogni angolatura e spigolo che potrebbe produrre vortici, divenire sede di punti caldi, fonte di autoaccensione, ecc. Se la sede è liscia e lucida la tenuta è buona. Se ha zone annerite ed opache, là vi è una perdita; è necessario rettificare e smerigliare. Se risulta punteggiata come se fosse corrosa, la tenuta è scarsa su tutta la superficie; occorre smerigliarla mediante pasta smeriglio al corborundum con l'avvertenza di asportare tutti i residui carboniosi, scorie e tracce di olio prima di iniziare la smerigliatura delle sedi in quanto se una mola si sporca di olio e i residui carboniosi, s'impasta e non lavora più bene. Quando una sede valvola risulta deteriorata al punto che la smerigliatura non può più dare buoni risultati, si ricorre alle "sedi riportate" e qualora già lo fossero, alla sostituzione di esse. Il controllo di maggior importanza da effettuare su una testa di un motore sia esso a valvole in testa o laterali è quello della perfetta planarità. Le ineguaglianze sono in genere causate da difetti di costruzione o da deformazioni provocate da brusche variazioni di temperatura, serraggio dei bulloni senza metodo, ecc. Il controllo si può effettuare appoggiandovi sopra una riga spessa, metallica, che si sappia essere esattamente piana (fig. 34) e traguardando attraverso le parti in contatto, o introducendovi degli spessori calibrati, non si deve avere una deformazione superiore ai 0,05 mm.
Per un controllo più accurato della planarità della testa è necessario l'uso del piano di riscontro. Nel caso di testa non piana occorre rettificare con apposita rettificatrice o, in mancanza di essa, con raschietto a mano e piano di riscontro. Per effetto di anormale o rapido riscaldamento, brusche variazione di temperatura (introduzione di acqua fredda a motore fermo e con scarsa acqua in ebolizzione, congelamenti, venti freddi ecc.) si possono verificare sulla testa delle incrinature che compromettono la sua tenuta sia all'acqua che ai gas. Dette incrinature, possono essere esterne od interne alla camera di scoppio. Si rilevano, con una prova di tenuta con acqua sotto pressione (4 atmosfere) possibilmente calda per mettersi il più possibile nelle reali condizioni di funzionamento. Evidentemente bisogna otturare tutti i passaggi dell'acqua tranne quello di introduzione. Ciò si può realizzare avvitando contro la superficie una piastra metallica piana con guarnizione di materiale abbastanza tenero (cuoio, amiantite, ecc.). Si può agire anche introducendo aria sotto pressione nella testata e immergendola in una vasca piena d'acqua. La perdita è denunciata dall'apparire di bollicine che risalgono poi alla superficie. Il metodo è più semplice perchè è più facile procurarsi dell'aria che non acqua sottopressione, ma non è corrispondente alle reali condizioni di funzionamento, in quanto manca l'azione delle dilatazioni per il mancato riscaldamento di tutta la testata. La riparazione dell'incrinatura richiede pratica, sia nella scelta del metodo a procedere, sia nell'esecuzione. Si può cucire, brasare, saldare elettricamente o con fiamma ossiacetilenica, anche in ragione del materiale con cui è fusa la testa.
Cucitura - Si arresta anzitutto l'incrinatura facendo un foro passante del diametro, ad esempio, di 3 mm a ciascun estremo della stessa. Si filetta uno di questi fori; vi si avvita un tondino di rame precedentemente filettato; lo si taglia in modo che rimanga sporgente di circa 1 mm. Si pratica un altro foro simile al precedente (3 mm) sovrapposto al primo per metà diametro; questo risulta per una parte nel rame ed il rimanente nel materiale della testata; si filetta, si avvita un altro tondino di rame, si taglia come il precedente e così via fino a raggiungere l'altro estremo dell'incrinatura. Ad operazione finita si ribadisce quanto sporge dei tondini.
Brasatura - Si effettua con cannello ossiacetilenico e materiale di apporto costituito da leghe di ottone e bronzi speciali (Tenax, ecc.) cha hanno un punto di fusione inferiore ai 900° C, il che permette di saldare senza deformare eccessivamente la testata e senza richiedere il preventivo riscaldamento totale. Si curi particolarmente il lento raffreddamento per impedire nuove incrinature, seppellendo il tutto in sabbia calda. Questo vale evidentemente per testate in ghisa. Se il materiale è una lega di alluminio o ghisa speciale ecc., è necessario conoscere esattamente la costituzione e rivolgersi a competenti per avere i materiali d'apporto adatti.
Saldatura - Si esegue con cannello ossiacetilenico: occorre riscaldare preventivamente il pezzo in forno, data la forte temperatura di saldatura. Le parti da saldare devono essere preparate (smussi, incavature, ecc.) per permettere al saldatore di agire in profondità, su di una superficie più ampia possibile e con sufficiente materiale di apporto che, per fusioni di ghisa, può essere ghisa siliciosa per impedire soffiature. Se la testata è in lega di alluminio occorrono polveri deossideanti e leghe speciali di apporto, come si è accennato. Il raffreddamento è ancora più importante che per la brasatura, data la maggior temperatura raggiunta. E' bene, se possibile, non limare le saldature, perchè si indebolisce la loro azione: del resto una saldatura ben fatta piace ugualmente, anche se non limata, in quanto è dimostrazione di capacità.
Saldatura elettrica - Questo sistema ha il vantaggio di riscaldare fortemente solo la zona di saldatura, deforma minimamente e quindi non richiede riscaldamenti preventivi nè raffreddamenti particolari. E' evidente che una testa brasata o saldata debba essere spianata. Fare attenzione a non oltrepassare 0,2-0,3 mm di asportazione di materiale. Un eccesso provoca un'evidente variazione del rapporto di compressione e la inevitabile alterazione di tutto il funzionamento del motore, oltre a diminuire in alcuni casi lo spessore delle fusioni con conseguenti possibilità di deformazioni, cattive tenute, ecc. Ciò si può ovviare montando guarnizioni di spessore maggiorato, che compensino tali asportazioni. Prima di montare occorre effettuare una nuova prova di tenuta con acqua od aria sotto pressione, per eliminare sorprese di cattivo funzionamento. A testa smontata è bene esaminare ogni suo particolare. Ad esempio le filettature per le candele potrebbero essere strappate. Occorre, se le dimensioni lo consentono, allargare il goro, filettare con diametro maggiorato, fare una battuta esterna con fresa, introdurre forzandola, una bussola di ottone filettata esternamente che abbia nuovamente (all'interno) il filetto, della candela.
Sostituzioni di prigionieri. Spianamento delle superifici - Raramente avviene che durante il funzionamento del motore si produca la rottura di un prigionero. Però nel montaggio e nello smontaggio si può verificare la rottura vera e propria per forzamento o grippaggio del dado. In tal caso il prigioniero va tolto dal monoblocco con appositi estrattori o, nel caso che sia rimasta integra buona parte della filettatura sporgente medianete due dadi secondi il metodo seguente (fig. 35).
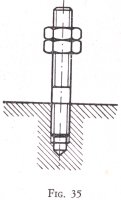
Si avvita un dado sul prigioniero per una lunghezza pari ad una volta e mezza il suo spessore, indi un secondo dado fino a raggiungere il primo. Con due chiavi fisse si serrano i due dadi uno contro l'altro. Con una chiave si agisce sul primo dado, nel senso di svitare. Questi non può girare, perchè trattenuto dal secondo dado (che fa appunto da controdado), se non svitando il prigioniero. Se questi non si svita e si teme, forzandolo, di troncarlo, si cerchi di far penetrare nel suo filetto del petrolio che dovrebbe rammollire la ruggine e dare una certa lubrificazione. In casi estremi si cerchi di riscaldare leggermente il monoblocco e solo in detta parte, tenendo freddo, con pezza bagnata, il prigioniero. Se il prigioniero si fosse troncato o si fosse rotto in modo da lasciare parte sporgente sufficiente, la si prende con morsetti, oppure si pratichino con una lima in questa parte che sporge due piani paralleli così da poterla prendere con una chiave fissa. Qualora fosse troncato a livello del piano non resta che procedere con apposite viti estrattrici. Si bulina al centro del prigioniero e si fora cieco. Se ad esempio questo è di diametro 10 mm, si fora con punta da sei millimetri così da poter filettare da 7 MA sinistro. Si avvita il bullone preparato da 7 MA sinistro, e lo si fa girare fino a raggiungere il fondo del foro: continuando ad avvitare è il prigioniero che deve girare appunto nel senso di svitarsi. Alcune ditte costruiscono maschi a filettuatura conica speciale, che filettano e servono essi stessi d estrattori, Ricordarsi, rimontando i prigionieri, di ungere il giletto per evitare il ripetersi il grippaggio. Interessa soprattutto l'estrazione dei prigionieri qualora si debba spianare la superficie del blocco dei cilindri a causa di deformazioni che abbiano superato il valore di 0,05 mm. Rammentiamo che normalmente è la testata che subisce deformazioni di entità tale da compromettere la tenuta, mentre le deformazioni dei monoblocchi sono per lo più trascurabili; le cause determinanti possono essere: difetti di lavorazione, brusche differenze di temperatura.
FONTE: testo e immagini da:
http://www.negusweb.it/wiki/Testa:_generalit%C3%A0,_smontaggio,_verifica_e_rimontaggio